Pasar de sistemas táctiles y de escaneo a una tecnología de sensores láser y ópticos más nueva aumenta la productividad de su CMM.
Durante los últimos 25 años, la tecnología de sensores de las máquinas de medición por coordenadas (CMM) se ha expandido desde sistemas táctiles y de escaneo hasta incluir sensores ópticos, láser y de acabado superficial, ampliando efectivamente las capacidades de las CMM’s. Si bien cada tecnología de sensor de CMM tiene sus propias ventajas y limitaciones, para ampliar la capacidad de medición de la CMM, obliga a agregar tecnología de sensores adicionales a una CMM actual o comprar una nueva CMM.
SENSOR ÓPTICO
Los sensores ópticos para CMM brindan capacidad de medición sin contacto para mediciones de microformas mediante procesamiento de imágenes que no se pueden medir con un palpador tradicional, como piezas de trabajo flexibles que pueden deformarse con fuerzas de medición leves. Si bien los microscopios de centrado montados en CMM’s manuales o CNC se han utilizado desde que comenzaron a utilizarse las CMM’s, tienen la desventaja inherente de que la operación de identificación de posiciones depende del ojo humano y puede dar lugar a posibles errores de medición. Los sensores ópticos desarrollados específicamente para CMM’s CNC utilizan tecnología de captura de imágenes de última generación con software de detección automática de bordes para el cálculo de desviaciones dimensionales.
En general, el sensor óptico CMM utiliza software de procesamiento con una variedad de herramientas de imagen, iluminación y enfoque automático similar al de las máquinas de medición por visión (VMM) dedicadas. Las herramientas de imagen son totalmente programables para el tipo, tamaño y ubicación de la característica con respecto a la ubicación del sensor óptico para recopilar puntos de datos. La detección de bordes se logra procesando los valores de píxeles dentro de la imagen capturada.
Los sensores ópticos de CMM suelen estar equipados con luz coaxial que pasa a través del sistema de lentes para optimizar la iluminación de la superficie y un anillo de luz para la iluminación lateral. Los sistemas de visión dedicados también incluyen iluminación de platina (también conocida como luz de fondo), que se utiliza para iluminación de bordes de alto contraste específicamente para elementos que pasan a través de la pieza de trabajo. Los sensores ópticos suelen realizar mediciones X-Y utilizando herramientas de imagen y detección de bordes. Las mediciones Z (altura) se logran con el uso de enfoque automático moviendo el sensor hacia arriba y hacia abajo en el eje Z de la máquina.
Las funciones clave adicionales para el sensor óptico CMM incluyen:
- Diversas lentes objetivas para el sensor óptico aumentan la variedad de detalles y piezas de trabajo que se pueden medir.
- La selección del sensor de visión CMM mediante un intercambiador de puntas automático permite programas de medición totalmente automatizados.
- Con la medición de microformas, puede resultar difícil eliminar las rebabas y el polvo de la pieza de trabajo, lo que puede provocar errores de medición. El software del sensor óptico debe incluir una función de eliminación de valores atípicos.
 La CMM y la VMM comparten tecnología de sensores superpuestos, por lo que la elección de la máquina puede no siempre ser obvia. Considere como ejemplo típico una pieza de trabajo con requisitos de sensores táctiles o de escaneo y requisitos de sensores ópticos. ¿La máquina debería ser una CMM o una VMM?
La CMM y la VMM comparten tecnología de sensores superpuestos, por lo que la elección de la máquina puede no siempre ser obvia. Considere como ejemplo típico una pieza de trabajo con requisitos de sensores táctiles o de escaneo y requisitos de sensores ópticos. ¿La máquina debería ser una CMM o una VMM?
Con la capacidad de máquinas CMM o VMM de múltiples sensores, una regla general a seguir sería 80/20. Si la pieza de trabajo requiere un 80 por ciento de sensor táctil o de escaneo y un 20 por ciento es un sensor óptico, entonces la CMM sería la plataforma ideal. Si el 80 por ciento de las mediciones se realizan de forma óptica, entonces la VMM es la mejor opción. El tamaño total de la pieza de trabajo puede ser una consideración, ya que las CMM generalmente están disponibles en tamaños más grandes que las VMM.
SENSOR LÁSER
Los sensores láser para CMM brindan capacidad de medición sin contacto que captura grandes cantidades de geometrías y datos de puntos de la pieza de trabajo (o nube de puntos), en un período de tiempo relativamente corto. El sensor láser permite medir piezas de trabajo elásticas de paredes delgadas que no son aptas para la medición por contacto con sensores táctiles. Dado que un sensor láser captura grandes nubes de puntos, es el sensor ideal para medir superficies de forma libre, chapas metálicas y piezas de paredes delgadas.
Con una adquisición de datos de más de 75.000 puntos/segundo, el sensor láser beneficia la inspección de características basada en modelos CAD, la inspección de superficies de forma libre y la ingeniería inversa. Las rutas de escaneo del sensor láser utilizadas para medir la pieza de trabajo están definidas por un punto de partida, una longitud de escaneo y un ancho de escaneo. Estos parámetros se pueden definir utilizando la CMM o un modelo CAD.
El sensor láser básico de una sola línea está disponible con diferentes combinaciones de longitud y profundidad de escaneo y debe tenerse en cuenta al seleccionar un sensor láser. La longitud del escaneo determina el ancho máximo del escaneo y la profundidad del escaneo determina la profundidad máxima de las características en las que se pueden adquirir los puntos de medición. Por ejemplo, un sensor láser con una longitud de láser de 60 milímetros y una profundidad de escaneo de 60 milímetros (60 x 60) podría recopilar mediciones en una parte plana de 60 milímetros de ancho con cada pasada del sensor láser. Sin embargo, para garantizar una cobertura completa, cada pasada posterior debe superponerse a la exploración anterior. Es posible que la cantidad de superposición en una pieza de trabajo plana solo necesite ser de unos 5 milímetros.
Las piezas de trabajo con formas y características de diferentes alturas pueden requerir más superposición para garantizar una cobertura completa y tener en cuenta la profundidad de la cobertura. En este ejemplo, si la profundidad de escaneo también es de 60 milímetros, entonces el sensor láser requeriría escaneos adicionales para cualquier característica de más de 60 milímetros de altura, además de requerir el reposicionamiento del sensor láser con un cabezal articulado.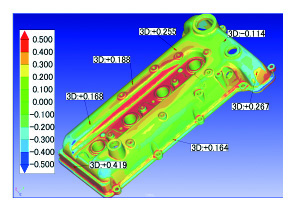
Para aumentar las mediciones 3D y reducir el número de posiciones del cabezal, hay sensores láser disponibles en en cruz que permite el escaneo simultáneo con tres rayos láser con una medición eficiente de formas 3D complejas. Este tipo de sensor láser también se denomina escáner transversal. Tener tres haces cruzados amplía la cobertura de formas 3D, reduciendo así el número de pasadas o cambios de posición del cabezal.
Si bien los láseres tienen el enorme beneficio de recopilar una gran cantidad de puntos más rápido que los sensores táctiles o de escaneo tradicionales, el error de medición del sensor láser es mayor. El error de escaneo de los sensores láser puede ser de 20 micrones (0,020 mm o 0,00078 pulgadas), mientras que los sensores táctiles y de escaneo generalmente están en el intervalo de 1 a 2 micrones (0,010 a 0,020 mm o 0,000039 a 0,000078 pulgadas).
El sensor láser permite utilizar la CMM no solo como un sistema tradicional de inspección de piezas, sino también como una herramienta universal que se puede utilizar durante todo el proceso empresarial:
- Desarrollo – El diseño optimizado que utiliza datos de nubes de puntos de medición mejora significativamente la eficiencia del proceso de desarrollo, incluso cuando no hay un modelo nominal o datos CAD disponibles para la pieza de trabajo.
- Creación de prototipos –Acorta todo el proceso, desde la creación de prototipos hasta la producción en masa, porque las simulaciones se pueden utilizar para comparar prototipos con modelos CAD, verificar interferencias en las piezas, establecer espacios libres, y optimizar las configuraciones de mecanizado.
- Producción – Permite que los datos obtenidos se utilicen para corregir mo, por ejemplo, controlando la variabilidad en productos producidos en masa y enviando datos de análisis al paso anterior del proceso.
- Inspección
- Comparación característica por característica utilizando la nube de puntos o los datos de malla para construir características y compararlas con los datos de diseño (CAD).
- Formas de sección transversal donde los datos de malla/nube de puntos se pueden cortar en una posición específica para compararlos con los datos CAD.
- Comparación de formas planas utilizando datos de malla o nube de puntos en comparación con los datos CAD con los errores de forma plana mostrados en un mapa de colores.
SENSOR DE RUGOSIDAD
Los sensores de acabado superficial son la oferta más reciente de sensores CMM. La adición de un sensor de acabado superficial a una CMM agrega otra capacidad de medición automatizada que agiliza el proceso de inspección mientras utiliza un solo dispositivo de inspección de piezas de trabajo con el beneficio de un solo informe.
Este método de medición del acabado superficial se realiza con una medición tipo patín con una punta de diamante de 90 grados en contacto con una superficie plana de la pieza de trabajo. El acabado de la superficie debe cumplir con una norma; las más comunes son ISO 97, JIS 01, VDA y ANSI.
Los parámetros comúnmente reportados para el acabado superficial incluyen:
- Ra – la desviación media aritmética del perfil donde Ra es la media aritmética de los valores absolutos de las desviaciones de la línea media
- Rq – la desviación cuadrática media del perfil, donde Rq es la media aritmética de los cuadrados de las desviaciones del perfil con respecto a la línea media.
- Rmax – la altura máxima del perfil donde Ry es la suma de la altura (Yp) del pico más alto desde la línea media y la profundidad (Yv) del valle más profundo desde la línea media.

El proceso de medición del acabado superficial comienza con la selección del área plana que se va a analizar y luego coloca la punta del sensor de rugosidad de modo que el perfil que se está midiendo (también conocido como trazado del perfil) esté nivelado, paralelo y perpendicular (dirección de colocación marcada por las herramientas de corte). Los ajustes del acabado superficial se establecen a través de el software dedicado, que también proporciona las herramientas y funciones de análisis.
Además de los ajustes de medición del sensor de rugosidad, la selección de la punta de medición depende de la aplicación. Una punta estándar mediría una superficie plana sin obstrucciones, aunque es posible que se requiera una punta específica para diversos orificios, ranuras y aplicaciones de dientes de engrane.
RESUMEN
Si bien las numerosas tecnologías de sensores disponibles para la CMM pueden no ser tan exhaustivas y completas como su contraparte de tecnología dedicada, los beneficios de una configuración única, informes únicos y una mayor productividad merecen una evaluación seria del uso de la CMM para algo más que la inspección dimensional. El ahorro de tiempo y costos justifica la adición de otra tecnología de sensores más allá de los palpadores táctiles y de escaneo tradicionales.